
Überblick
CNC-Werkzeugmaschinen sind die integrierte Anwendung von mechanischen, elektrischen, hydraulischen, pneumatischen, mikroelektronischen und Informations- und anderen Technologien als eines der elektromechanischen Integrationsprodukte in der mechanischen Fertigungsausrüstung mit flexiblen, universellen, hochpräzisen und hochpräzisen Werkzeugen. Effizienz „flexible“ automatische Produktionsausrüstung, sie verarbeitet die verschiedenen erforderlichen Vorgänge und Schritte sowie die Form und Größe des Werkstücks, mit digitalem Code, über das Steuermedium in das numerische Steuergerät, das numerische Steuergerät zur Eingabe von Informationen Bearbeitung und Berechnung, Befehlssteuerung des Werkzeugmaschinensystems und der Antriebskomponenten, automatische Bearbeitung des erforderlichen Werkstücks. Das technische Niveau von CNC-Werkzeugmaschinen und ihr Anteil an der Produktion und am Gesamtbesitz von Metallschneidemaschinen sind einer der wichtigen Indikatoren zur Messung des Gesamtniveaus der nationalen wirtschaftlichen Entwicklung und der industriellen Fertigung eines Landes. In den letzten Jahren ist der Anteil von CNC-Werkzeugmaschinen in chinesischen Unternehmen von Jahr zu Jahr gestiegen, und sie werden zunehmend in großen und mittleren Unternehmen eingesetzt, und sie werden allgemein auch in kleinen und mittleren Unternehmen und sogar in kleinen und mittleren Unternehmen eingesetzt einzelne Unternehmen.
Anforderungen an den CNC-Drehprozess
- Wenn das Werkstück mit einer CNC-Drehmaschine bearbeitet wird, ist der Vorschub groß, die Bearbeitungsgeschwindigkeit niedrig und der Bearbeitungsprozess unterliegt aufgrund der unebenen Oberfläche des Werkstücks einer Stoßbelastung.
- Bei der Drehbearbeitung ist die Vorschubmenge gering, um die Bearbeitungseffizienz zu gewährleisten, ist die Bearbeitungsgeschwindigkeit hoch.
- Der Spindelmotor muss eine niedrige Drehzahl und ein hohes Drehmoment aufweisen, stabil sein und mit hoher Drehzahl laufen können.
- Der Empfang analoger Signale erfordert eine hohe Linearität und geringe Laststörungen.
- Das Motorgeräusch ist gering und die Beeinträchtigung der Systemautomatisierungsausrüstung ist gering. Erhöhen und verringern Sie die Geschwindigkeit so gering wie möglich.
Vorteile der Produkte der CNC-Drehmaschine KD600-Serie
Der Hochleistungs-Vektorwechselrichter der Kd600-Serie nutzt fortschrittliche Flusssteuerungstechnologie, das Motordrehmoment bei niedriger Drehzahl ist groß, die Drehzahlgenauigkeit ist hoch, der Preis ist angemessen, die Funktion ist vollständig, mit sofortiger Stromausfallverarbeitung und Geschwindigkeitsverfolgung und Neustartfunktion Um sicherzustellen, dass das System einen kontinuierlichen Betriebsmechanismus erreicht, um sicherzustellen, dass der Motor mit dem höchsten Wirkungsgrad läuft, ist die Verwendung des Hochleistungs-Vektorumrichters der Serie KD600 anstelle des Spindel-AC-Servosystems die beste Wahl für die Werkzeugmaschinenindustrie. Der Wechselrichter der KD600-Serie verfügt über die folgenden Funktionen:
- Einzigartige schwache magnetische Steuerungstechnologie: Kann eine gute Steuerung eines Niederfrequenzmotors mit großem Drehmoment sein und kann bei 0 bis 600 Hz betrieben werden.
- Schnelle und stabile Stoppgeschwindigkeit: Die Magnetflussverzögerungs-Stopptechnologie kann dazu führen, dass der Motor in kürzerer Zeit langsamer wird und stoppt.
- Geschwindigkeitsgenauigkeit und -stabilität: Die Linearität der Geschwindigkeitseinstellung ist gut, die Genauigkeit der Geschwindigkeitsstabilität ist hoch und die Geschwindigkeitsschwankung liegt bei Laständerungen innerhalb von 5/1000.
- Hervorragende Niederfrequenzleistung: Optimierter PG-freier Vektorsteuerungsalgorithmus, Niederfrequenz 1 Hz bis zu 150 % Nenndrehmomentabgabe, um eine starke Schnittkraft während der Rohlingsbearbeitung sicherzustellen.
- Bietet mehrere Frequenzeingangsmodi: 2 Spannungsquellen 0 ~ 10 V oder -10 V bis +10 V Eingang, 1 Stromquelle 4 ~ 20 mA oder 0 ~ 20 mA Eingang.
- Breites Spektrum an Netzspannungsanwendungen: Das fortschrittliche Design von Schaltnetzteilen kann auf eine Vielzahl von Netzumgebungen angewendet werden.
- Exquisiter Produktionsprozess: Mit einem einzigartigen Beschichtungsverdickungsprozess ist der Luftkanal vollständig von der internen Leiterplatte isoliert und weist eine starke Anpassungsfähigkeit an raue physikalische Umgebungen wie Metallstaub, korrosive Gase und Feuchtigkeit auf.
- Der eingebaute Leckage-Absorptionskreislauf reduziert den Stromschlag für den menschlichen Körper beim Laden des Gerätegehäuses erheblich.
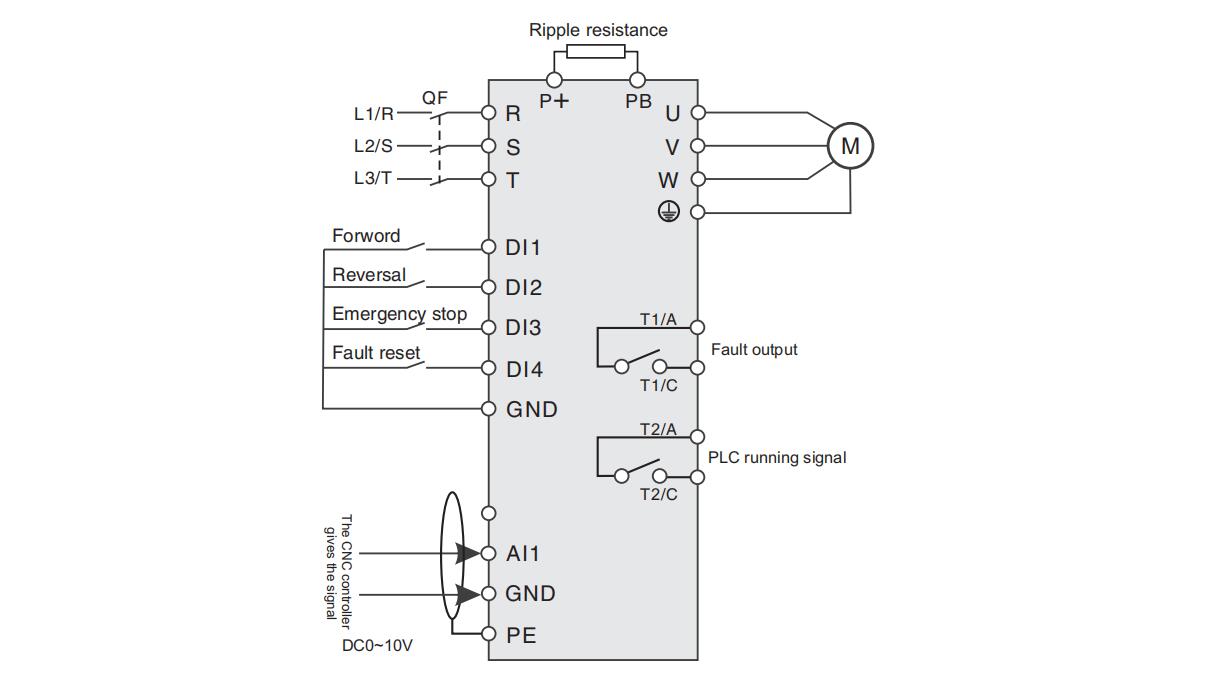
Grundlegender Schaltplan
Parametereinstellungen und Beschreibung
| Parametereinstellung | Anweisungen | Parametereinstellung | Anweisungen |
| P0-03=1 | Kein PG-Vektormodus | P4-01=11KW | Nennleistung des Motors |
| P0-04=1 | Das externe Terminal startet oder stoppt | P4-02=380V | Nennspannung des Motors |
| P0-06=2 | Gegeben ist die analoge Größe AI1 | P4-04=22,6A | Nennstrom des Motors |
| P0-14=150 | Maximale Ausgangsfrequenz | P4-05=50Hz | Nennfrequenz des Motors |
| P0-16=150 | Obere Betriebsfrequenzgrenze | P1-06=1435 U/min | Nenndrehzahl des Motors |
| P0-23=1,0 | Beschleunigungszeit | P6-00=2 | Fehlerausgang |
| P0-24=0,8 | Verzögerungszeit | P6-02=1 | Frequenzumrichter in Betrieb |
| P5-00=1 | Vorwärtslaufen | P5-01=2 | Invertierter Lauf |
| Bitte geben Sie die Motorparameter P4-01 bis P4-06 genau ein | |||
Debugging-Ergebnis
Es wurde nachgewiesen, dass der leistungsstarke Vektorfrequenzumrichter der Serie KD600 die Anforderungen der Spindelsteuerung von Werkzeugmaschinen vollständig erfüllen kann. KD600 verwendet den führenden PG-freien Vektorsteuerungsmodus, der auch bei Betrieb mit niedriger Drehzahl (Niederfrequenz) gleichmäßig ein Drehmoment von 150 % abgeben kann, um den Bearbeitungsanforderungen verschiedener Teile gerecht zu werden, und die herkömmliche Wälzlager-Spindelstruktur und diese Spindel vollständig ersetzen kann Die Struktur ist einfach, kompakt und ermöglicht eine echte stufenlose Geschwindigkeitsregulierung. Die Geschwindigkeit dieser Spindel wird durch ein externes Analogsignal gesteuert, um die Ausgangsfrequenz zu steuern. In verschiedenen Bearbeitungsprozessen (z. B. Schruppen, Schlichten usw.) sind unterschiedliche Geschwindigkeiten erforderlich. Zu diesem Zeitpunkt kann das numerische Steuersystem unterschiedliche analoge Spannungssignale an die Spindel ausgeben Wechselrichter, um unterschiedliche Geschwindigkeiten zu erreichen, und das Start- und Stoppsignal wird auch durch das numerische Steuersystem gesteuert, was den Automatisierungsgrad verbessert und die Lebensdauer des Werkzeugs verlängert.

Zeitpunkt der Veröffentlichung: 17. November 2023